

Variant 1: 3D-geometrieën meten
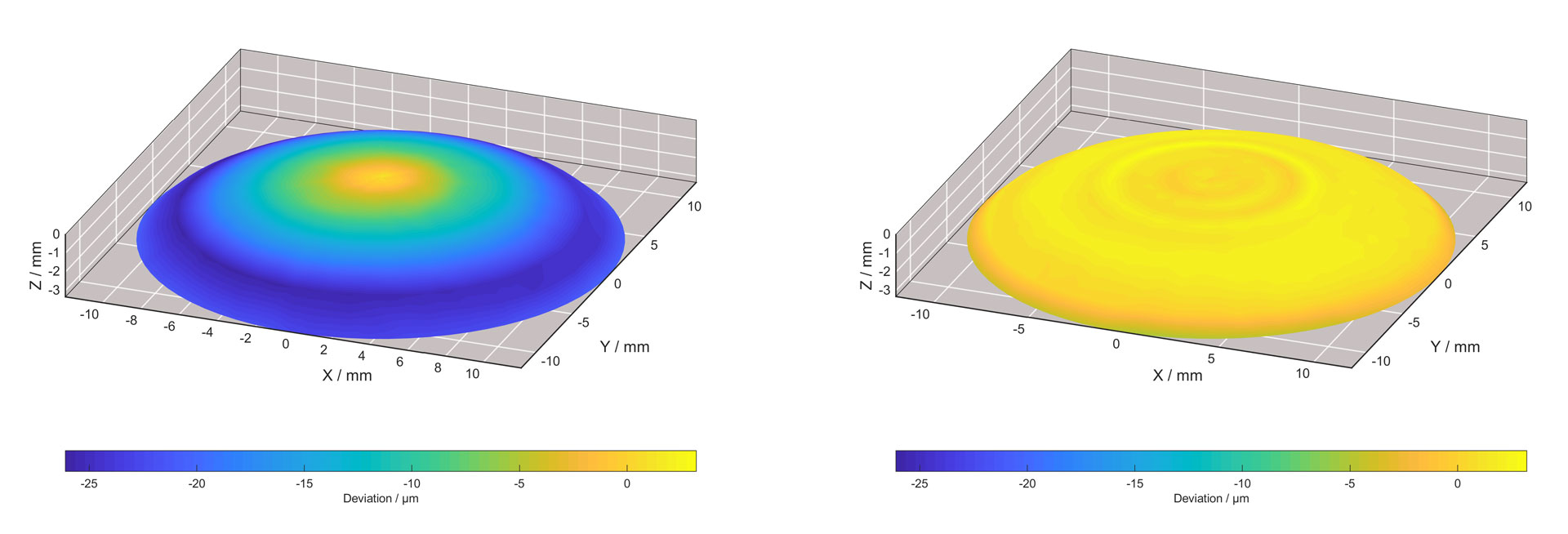
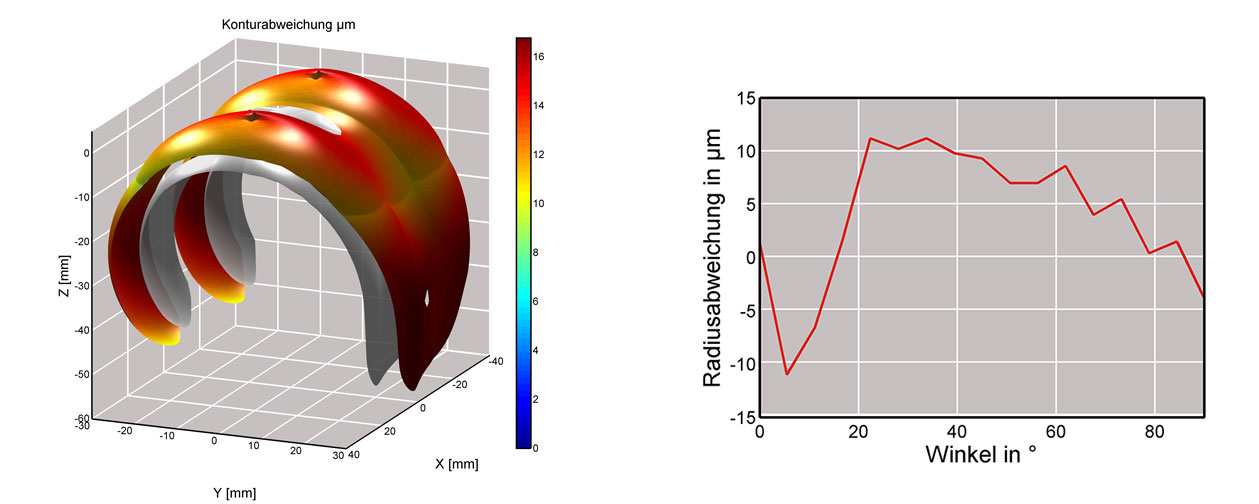
Het voorbeeld van een asferische lens geeft de werking van 3D-ToolComp duidelijk weer: bovenaan in het beeld de vormafwijkingen na de eerste testsnede zoals vastgesteld met de tastcyclus 444. Onderaan toont de bewerkte lens na compensatie van de radiusafwijkingen met 3D-ToolComp.
De procedure:
1. Voer met het gereedschap op een testwerkstuk een proefbewerking uit.
2. Meet vervolgens met een tastsysteem en cyclus 444 3D-TASTEN de aangemaakte contour op.
Uit de afwijkingen van de gefreesde contour ten opzichte van de gewenste contour ontstaan direct de radiusafwijkingen van het gebruikte gereedschap, die direct in een correctietabel worden geschreven.
Tip: Voer voor het tasten van het werkstukoppervlak een 3D-kalibratie van het tastsysteem uit met 3D-ToolComp.
Variant 2: gereedschap opmeten
U meet de vorm van het gereedschap met een lasersysteem en een speciale cyclus volautomatisch op, zodat de TNC-besturing deze gegevens direct kan gebruiken en in een correctietabel kan documenteren. Op die manier hoeft u de gereedschapscorrectie in het NC-programma niet opnieuw uit te voeren.
Tip: De TNC-besturing houdt bij deze werkwijze automatisch rekening met de variabele invloeden als gevolg van gereedschapsvormafwijkingen en voldoet zo aan een belangrijk punt voor het veilige bewerkingsproces volgens geldende medische eisen.
Tijdens het proces de kwaliteit zeer nauwkeurig controleren
3D-ToolComp kunt u overigens niet alleen ter compensatie van radiusafwijkingen bij frezen en voor het optimaliseren van uw bewerkingsresultaten gebruiken. De optie ondersteunt u ook bij de zeer nauwkeurige kwaliteitscontrole van werkstukken met vlakken met vrije vormen binnen het werkbereik van de machine. Om bij de meting uiterst nauwkeurige resultaten te verkrijgen, voert u vóór gebruik van cyclus 444 3D-TASTEN met behulp van 3D-ToolComp een 3D-kalibratie van het tastsysteem uit. De cyclus compenseert dan het individuele schakelgedrag van het tastsysteem in een willekeurige richting.
Cyclus 444 dient voor de automatische meting van punten op vlakken met vrije vormen. Hiervoor voert u in de cyclus eenvoudig het betreffende meetpunt met zijn coördinaten in en de bijbehorende normaalvector.
- Na het tasten bepaalt de TNC-besturing automatisch of het gemeten punt binnen een vooraf ingestelde tolerantie ligt.
- Bovendien maakt cyclus 444 automatisch een overzichtelijk meetprotocol in HTML-formaat aan.
- Daarnaast kunt u het resultaat via systeemparameters opvragen om vervolgens bijv. programmagestuurd een nabewerking te starten, een programmastop te activeren en een melding uit te voeren.